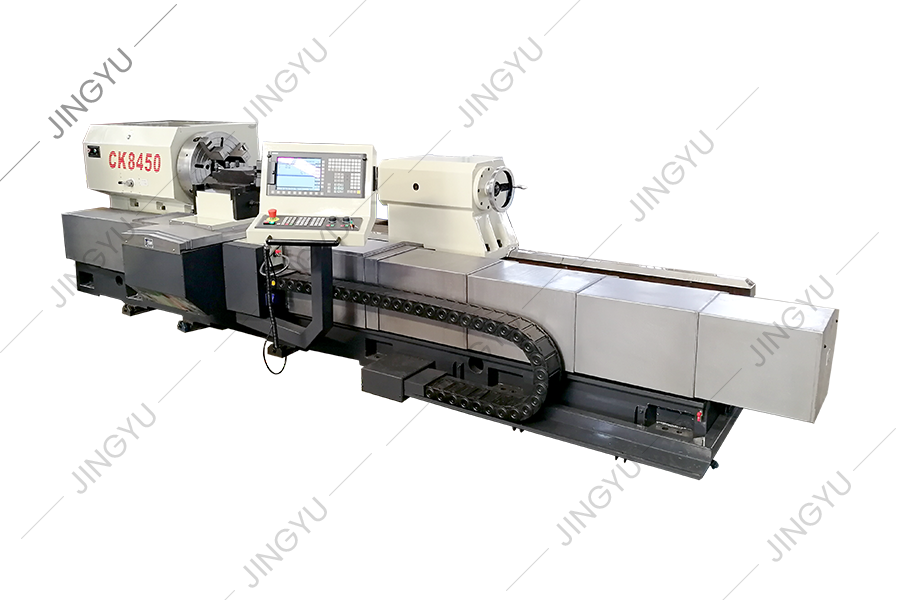



CK8450
●CNC roll lathe bed adopts the overall 4 1 guide rail structure, that is, the bed's horizontal arrangement of four rectangular rails to provide the movement and positioning of the saddle and tailstock, and set up an auxiliary rail on the vertical surface of the front side of the bed for the saddle auxiliary support, so as to ensure that the saddle, the tool holder has a better rigidity, and can bear a greater cutting torque.
● Referenční vodicí kolejnice postele přijímá celkové super-audio zhášení a odpovídající povrch je připevněn importovaným měkkým pásem směrnice, aby byl zajištěn pohyb mikroprocesu každé složky krmiva a udržoval vysokou přesnost a vysokou stabilitu po dlouhou dobu. Určitý rozdíl v oblasti výšky je navržen mezi sedlovou železnici a koncovou kolejnicí, aby se zajistilo, že čipy a chladicí kapalina napadnou sedlovou železnici. Skateboard přijímá obdélníkovou vodicí kolejnici, která účinně zajišťuje řezání rigiditu a životnosti.
● Tailstock přijímá nezávislou rotující vřeteno a axiální teleskopickou strukturu nastavení pouzdra ocasu. Hole vřetenového otvoru vřetena je mt6#. Tělesa ocasu přijímá integrální strukturu, která eliminuje nevýhody nestabilní přesnosti, špatnou kapacitu nesoucí zátěž a špatnou spolehlivost způsobenou tradičními horními a dolními rozdělenými strukturami.
Ve vřetenu ocasu je instalována motýlí pružina, která vyrovnává vliv tepelné deformace a zajistí stabilitu během řezání.
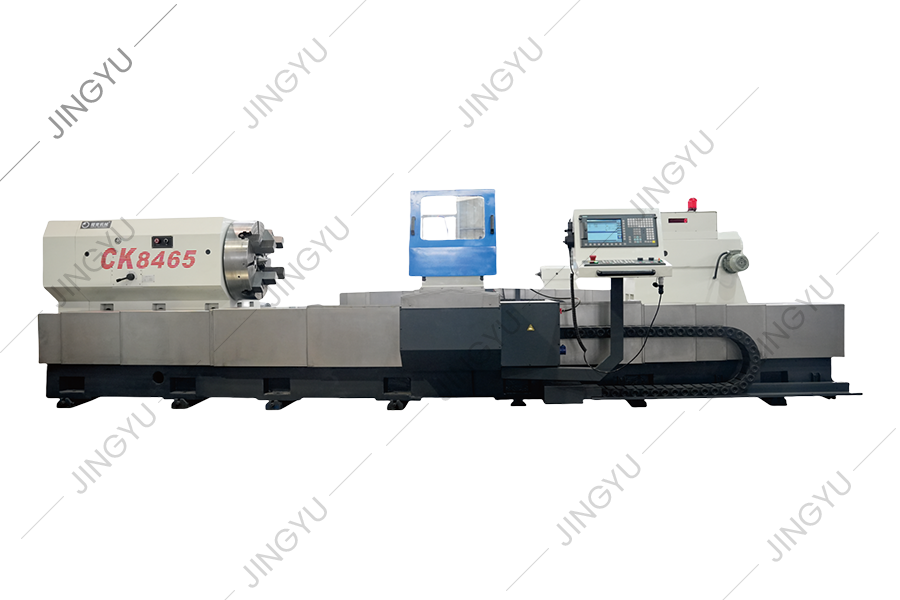
CK8465
● Stroj Stroj s přijímání celkové 4 1 vodicí železniční struktury, tj. Postel horizontální uspořádání čtyř obdélníkových kolejnic, aby poskytoval pohyb a umístění sedla a ocasu a nastavil pomocnou zábradlí na svislém povrchu přední strany přední strany pro sedlo o pomocnou podporu, aby se svlékl, a mohl mít větší špínnost a může nést větší řeznost.
● Vřeteno soustruhu přijímá formu dvoubodové podpory a přiměřená konfigurace ložiska a návrh rozpětí způsobuje, že vřeteno má vyšší tuhost a kapacitu ložiska. Optimalizovaný přenosový systém je poháněn přesným převodovým ozubením 6-úrovně po vysokofrekvenčním zhášení a broušení, takže vřeteník má vlastnosti nízkého šumu, vysokou přesnost přenosu a velký výstupní točivý moment.
Hlavní přenos hřídele přijímá schéma regulace bezstupné rychlosti poháněné motorem regulace rychlosti rychlosti 3-gear a variabilní frekvenční rychlost tak, aby vřeteno stroje mělo široký rozsah regulace rychlosti 3-240 ot / min a vysokých dynamických charakteristik.
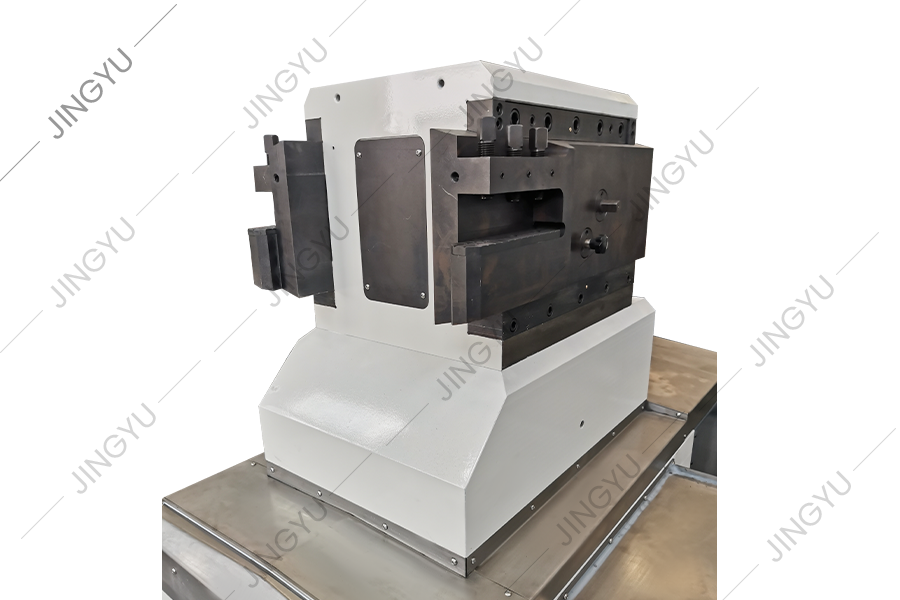
● Držák sedlového nástroje přijímá integrální schéma držáku nástrojů typu A-typu. Držák nástrojů může zlepšit rigiditu držáku nástroje a snížit vibrace během otáčení obráběcího přístroje. A úpravou polohy držáku nástroje tak, aby se přizpůsobila zpracování hlubokého průchodu. Toto řešení pro odpočinek nástroje je velmi účinné na soustružích z Herkules v Německu. Když se otočí válce s vysokou tvrdostí, jednorázová hloubka řezání jedné strany může dosáhnout 10 mm.
Naše společnost se také může rozhodnout nakonfigurovat držák nástrojů CNC podle požadavků zákazníka.
● Svislé a vodorovné krmivo stroje přijímá přenosové schéma servomotoru, speciálního reduktoru servomotoru a vysoce přesného kulového šroubu, aby se zajistil vysoký přenos přenosu točivého momentu bez dopředného a zpětného vůle, vysokou přesnost přenosu a bez hystereze.
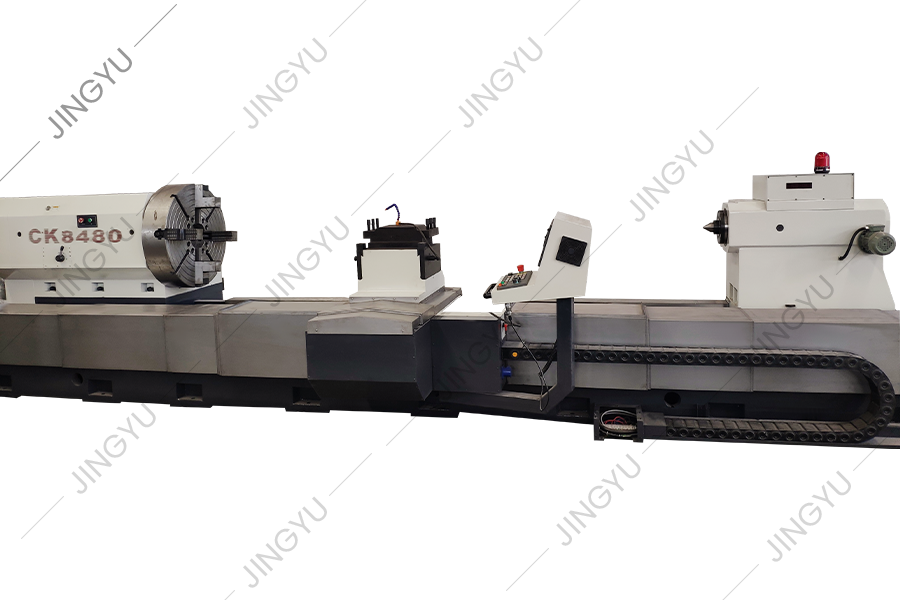
CK8480
● Vřeteno soustruhu přijímá formu dvoubodové podpory a přiměřená konfigurace ložiska a návrh rozpětí způsobuje, že vřeteno má vyšší tuhost a kapacitu ložiska. Optimalizovaný přenosový systém je poháněn přesným převodovým ozubením 6-úrovně po vysokofrekvenčním zhášení a broušení, takže vřeteník má vlastnosti nízkého šumu, vysokou přesnost přenosu a velký výstupní točivý moment.
Hlavní přenos hřídele přijímá schéma regulace bezstupné rychlosti poháněné motorem regulace rychlosti rychlosti 3-gear a variabilní frekvenční rychlost tak, aby vřeteno stroje mělo široký rozsah regulace rychlosti 3-240 ot / min a vysokých dynamických charakteristik.
Chuck vřeteno přijímá těžký učebnu a kontakt s dlouhým zúžením, který může přenášet větší točivý moment.
● Tailstock přijímá nezávislou rotující vřeteno a axiální teleskopickou strukturu nastavení pouzdra ocasu. Hole vřetenového otvoru vřetena je mt6#. Tělesa ocasu přijímá integrální strukturu, která eliminuje nevýhody nestabilní přesnosti, špatnou kapacitu nesoucí zátěž a špatnou spolehlivost způsobenou tradičními horními a dolními rozdělenými strukturami.
Tailstock je vybaven funkcemi digitální detekce a zobrazením alarmu pro nejvyšší tlakovou sílu, aby se zabránilo poškození a nadměrnému opotřebení ložisek a částí obráběcích strojů způsobených neomezenou tlačnou silou.
● Svislé a vodorovné krmivo stroje přijímá přenosové schéma servomotoru, speciálního reduktoru servomotoru a vysoce přesného kulového šroubu, aby se zajistil vysoký přenos přenosu točivého momentu bez dopředného a zpětného vůle, vysokou přesnost přenosu a bez hystereze.
Železo nakloněné vodicí kolejnicí přijímá mechanismus nastavení rohatky, aby usnadnil pozdější údržbu.
CK8485
● Vřeteno soustruhu přijímá formu dvoubodové podpory a přiměřená konfigurace ložiska a návrh rozpětí způsobuje, že vřeteno má vyšší tuhost a kapacitu ložiska. Optimalizovaný přenosový systém je poháněn přesným převodovým ozubením 6-úrovně po vysokofrekvenčním zhášení a broušení, takže vřeteník má vlastnosti nízkého šumu, vysokou přesnost přenosu a velký výstupní točivý moment.
Hlavní pohon vřetena přijímá program kontroly rychlosti bezstarostného motoru rychlosti a ovládání rychlosti DC, díky čemuž strojové vřeteno má širokou škálu kontroly rychlosti od 3-240 ot / min s vysokými dynamickými charakteristikami. Pro požadavky na řezání velkého řezného objemu odstraňování a opravy žebra a opravné role lze použít nízký ozubená kola k zajištění konstantního točivého momentu hlavního motoru a účinnosti řezání. Pro hotové role potřebují vysokorychlostní řezné vlastnosti. K zajištění účinnosti řezání lze použít vysoký ozubená kola a také může udržovat konstantní točivý moment hlavního motoru.
● Držák sedlového nástroje přijímá integrální schéma držáku nástrojů typu A-typu. Držák nástrojů může zlepšit rigiditu držáku nástroje a snížit vibrace během otáčení obráběcího přístroje. A nastavením polohy klidové desky nástroje tak, aby se přizpůsobila zpracování role hluboké drážky. Snižte nedostatek rigidity způsobené rozšířením rukojeti nástroje, takže rezonance držadla nástroje ovlivňuje výkonu řezu. Toto řešení pro odpočinek nástroje je velmi účinné na soustružích z Herkules v Německu.
Naše společnost se také může rozhodnout nakonfigurovat držák nástrojů CNC podle požadavků zákazníka (doporučuje se, aby si uživatelé úhlu oceli vybrali).